




Kunststoff-Spritzgießen
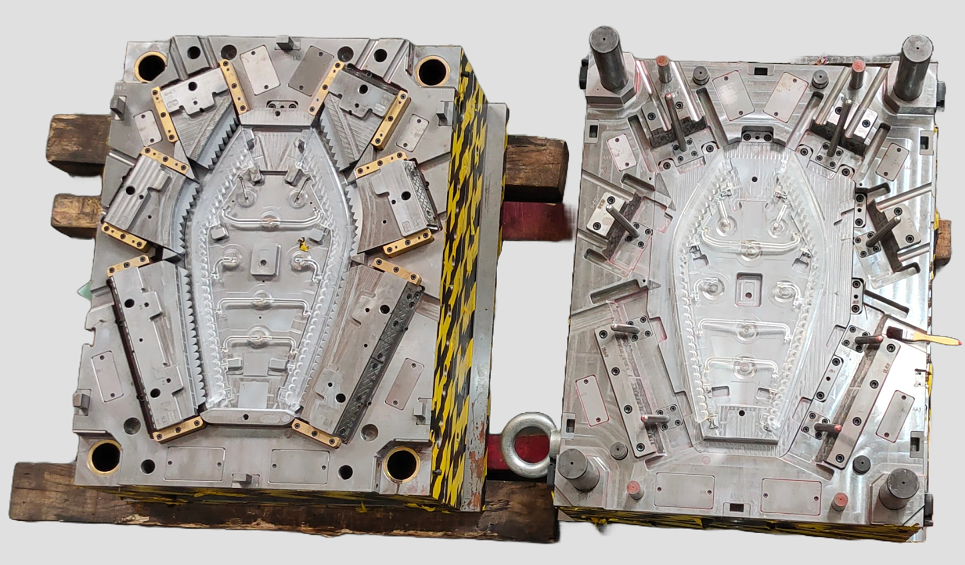
Unsere Fähigkeit zum Formenbau
Prototyp Form
- Kurze Vorlaufzeit: bis zu 3 Tage
- Begrenzte Lebensdauer je nach Verwendungszweck
- Normalerweise auf Basis von Aluminium
- Niedrigere Kosten
Produktion Form
- Lange Lebensdauer: bis zu 1 Million Einheiten
- Automatisierte Produktion für Kosteneffizienz bei höheren Stückzahlen
- Gehärteter Stahl für längere Lebensdauer bei skalierbarem Stückpreis
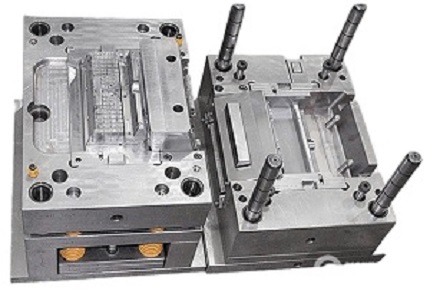
Einzelne Kavitätenform

- Ideal für hochpräzise und hochwertige Kunststoffteile
- Ideal für Teile mit großen Abmessungen
- Mehr Flexibilität für Designänderungen und Anpassungen
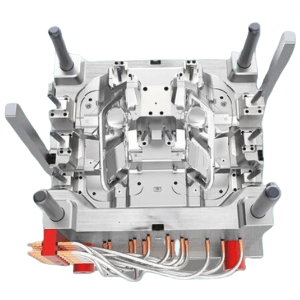
Mehrkavitäten-Form

- Deutliche Steigerung der Produktionseffizienz
- Ideale kosteneffiziente Wahl für die Produktion hoher Stückzahlen
- Gewährleistung einer guten Konsistenz und Einheitlichkeit der Abmessungen und der Qualität
Stapel Form
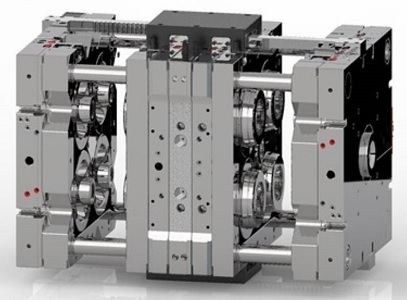
- Kostengünstig durch Reduzierung der Spritzgusszyklen
- Es ist möglich, mehrfarbige oder aus mehreren Materialien bestehende Teile in einem Prozess herzustellen.
- Geeignet für große flache Produkte mit kleinen Formen und Mehrkammern
Umspritz- und Einlegeform
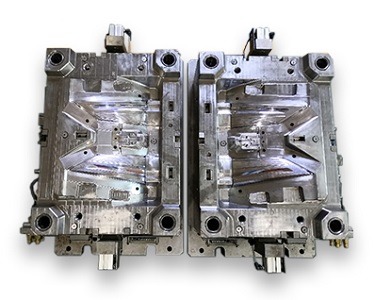
- Geringere Herstellungskosten durch Wegfall von Montageschritten
- Verbesserte Produktfunktionalität, Bequemlichkeit und Ästhetik
- Erhöhte Produktlebensdauer mit zusätzlicher Schutzschicht
- Unsere Toleranzoptionen entsprechen der ISO 20457/DIN 16742
- Eine typische Toleranz beträgt ± 0,1 mm, während eine sehr enge Toleranz ± 0,025 mm beträgt.
- Die Toleranz hängt vom Material, der Geometrie, der Schrumpfung und dem Sohn ab.
Unsere Formklasse & Eigenschaft
| Form Klasse | Produktionszyklen | Material der Form | Härte (BHN) | Beschreibung |
|---|---|---|---|---|
| 101 | >1 Million | Wärmebehandelter rostfreier Stahl | 280 | Die hochwertigsten Materialien und der höchste Preis, für die Produkte mit extrem hohen Produktionsvolumen |
| 102 | <1 million | Wärmebehandelter Werkzeugstahl | 280 | Ziemlich hoher Preis bei qualitativ hochwertigen Materialien, gut für Teile mit abrasiven Materialien und engen Toleranzen |
| 103 | <50,000 | P20-Stahl | 165 | Gängige Preisspanne, weit verbreitet für Teile in kleinen bis mittleren Serien |
| 104 | <10,000 | Baustahl, Aluminium, Legierungen | <165 | Niedriges bis mittleres Preisniveau, gut geeignet für Teile mit geringer Stückzahl, insbesondere bei nicht abrasiven Materialien |
| 105 | <500 | Weiches Aluminium, Epoxid, Gussmaterialien | <165 | Niedriger Preis, meist für Prototypen mit begrenzter Produktionsmenge verwendet |
Kunststoff-Spritzgießen
Unsere Formen-Oberflächenbehandlungen
SPI-Finish
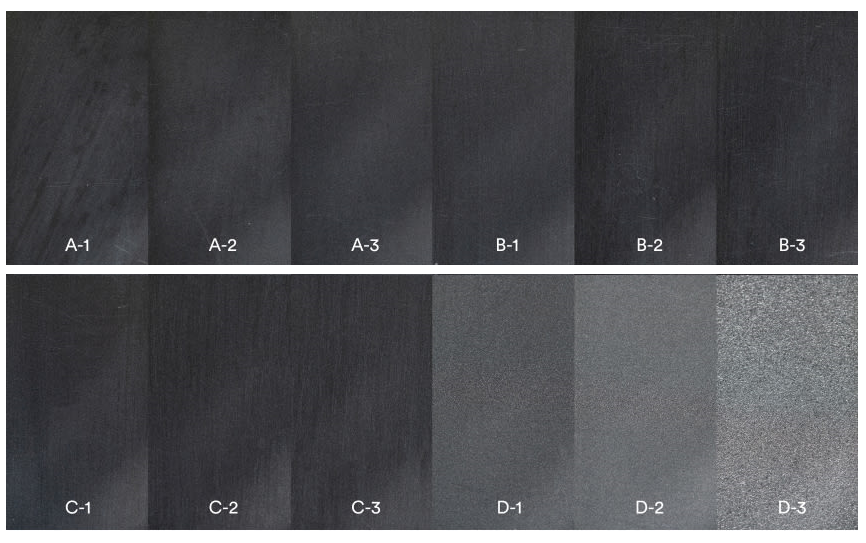
| Standard | Finishing-Methode | Oberflächenrauhigkeit Ra (μm) | Finish Aussehen |
|---|---|---|---|
| A1 | Grade #3, 6000 Grit Diamond Buff | 0.012 to 0.025 | Superhochglänzend |
| A2 | Grade #6, 3000 Grit Diamond Buff | 0.025 to 0.05 | Hochglänzend |
| A3 | Grade #15, 1200 Grit Diamond Buff | 0.05 to 0.10 | Normal Glänzend |
| B1 | 600 Grit Paper | 0.05 to 0.10 | Fein Halbglänzend |
| B2 | 400 Grit Paper | 0.10 to 0.15 | Medium Halbglänzend |
| B3 | 320 Grit Paper | 0.28 to 0.32 | Normal Halbglänzend |
| C1 | 600 Grit Stone | 0.35 to 0.40 | Fein matt |
| C2 | 400 Grit Stone | 0.45 to 0.55 | Mittel Matt |
| C3 | 320 Grit Stone | 0.63 to 0.70 | Normal Matt |
| D1 | Dry Blast Glass Bead #11 | 0.80 to 1.00 | Satin strukturiert |
| D2 | Dry Blast #240 Oxide | 1.00 to 2.80 | Stumpf strukturiert |
| D3 | Dry Blast #24 Oxide | 3.20 to 18.0 | Grob strukturiert |
- Wir bieten alle Arten von SPI Finish
- SPI Finish is mainly used for mould polish, focusing on “SMOOTH”
- SPI Finish bezieht sich auf den amerikanischen Oberflächenstandard der SPI (Society of the Plastics Industry).
Oberfläche
VDI 3400 Textur
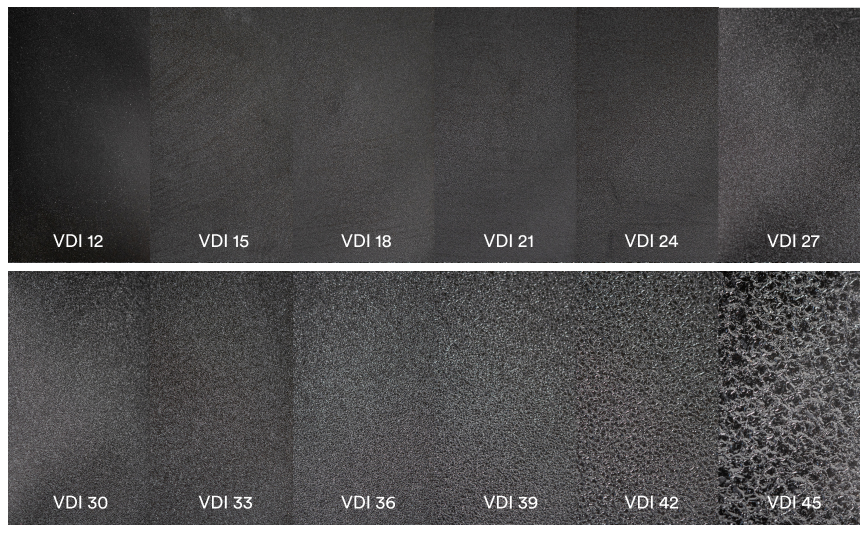
| Standard | Finishing-Methode | Oberflächenrauhigkeit Ra (μm) | Finish Aussehen |
|---|---|---|---|
| 12 | 600 Stone | 0.40 | Niedrige Politur |
| 15 | 400 Stone | 0.56 | Niedrige Politur |
| 18 | Dry Blast Glass Bead | 0.80 | Satiniert |
| 21 | Dry Blast # 240 Oxide | 1.12 | Stumpf |
| 24 | Dry Blast # 240 Oxide | 1.60 | Stumpf |
| 27 | Dry Blast # 240 Oxide | 2.24 | Stumpf |
| 30 | Dry Blast # 24 Oxide | 3.15 | Stumpf |
| 33 | Dry Blast # 24 Oxide | 4.50 | Stumpf |
| 36 | Dry Blast # 24 Oxide | 6.30 | Stumpf |
| 39 | Dry Blast # 24 Oxide | 9.00 | Stumpf |
| 42 | Dry Blast # 24 Oxide | 12.50 | Stumpf |
| 45 | Dry Blast # 24 Oxide | 18.00 | Stumpf |
- Wir bieten alle Typen von VDI 3400 Textur an
- VDI 3400 Textur ist eine Referenz für die Oberflächenrauhigkeit, mit dem Schwerpunkt "ROUGH".
- VDI 3400 Textur bezieht sich auf den Texturstandard des Vereins Deutscher Ingenieure (VDI)
Kunststoff-Spritzgießen
Unsere Sekundärprozesse
Spritzlackierung

Das einfachste und kostengünstigste Lackierverfahren, um Kunststoffteilen Farbe oder Charakter zu verleihen. Einige Lacke sind zweikomponentig und selbsthärtend, während andere eine UV-Härtung erfordern.
Pulverbeschichtung
Ein pulverförmiger Kunststoff wird auf die Teile aufgesprüht und anschließend mit UV-Licht gehärtet, damit er auf der Oberfläche haftet. Die Pulverbeschichtung kann Kunststoff-Spritzgussteilen eine widerstandsfähige, langlebige Oberfläche verleihen.
Siebdruck

Eine Art Schablone wird auf feinem Gewebe erstellt, wobei mehrere Farbschichten durch dieses Schablonenlayout auf die Oberfläche des Druckmaterials gedrückt werden. Ein kostengünstiger Ansatz für ein mehrfarbiges Erscheinungsbild.
Laser-Gravur

Wird meist für besonders präzise und komplexe Muster verwendet. Es handelt sich um ein automatisiertes Verfahren, das mit einer Vielzahl von Materialien unterschiedlicher Stärke arbeitet.
Tampondruck
Ideal für personalisierte oder kundenspezifische Produkte, die mit mehreren Farben auf hoch chemikalienbeständige Oberflächen gedruckt werden können.
Galvanik
Sorgt dafür, dass eine nichtleitende Kunststoffoberfläche Elektrizität leiten kann, schützt ein Kunststoffteil vor Korrosion und verbessert das Aussehen.
- Wir bieten auch weitere Verfahren wie Schweißen, Bearbeitung, Montage usw. an.
- Es können auch maßgeschneiderte neue Prozesse entwickelt werden
Kunststoff-Spritzgießen
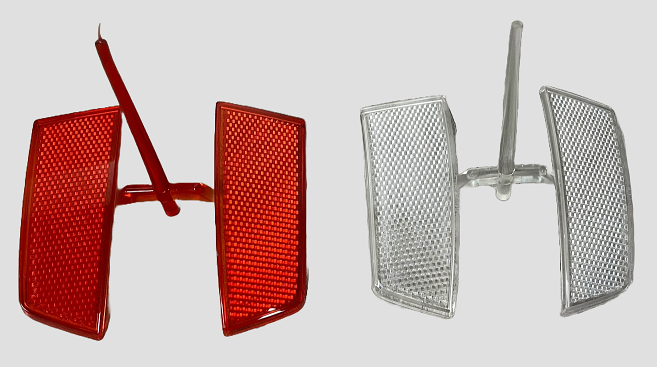
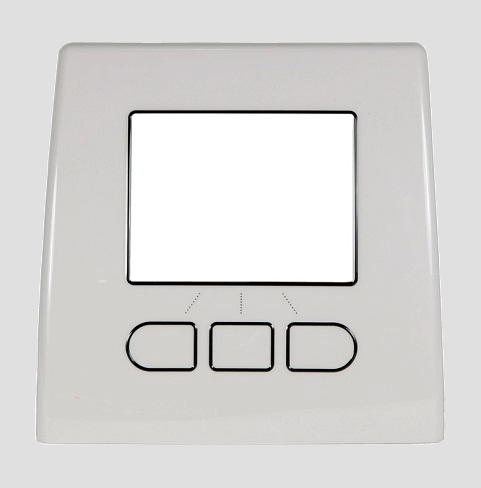
Produkt-Galerie
















Kunststoff-Spritzgießen
Anwendungen in der Industrie
Automobil

Industrielle Maschinen
Erneuerbare Energie

Medizinische Ausrüstung

Verbraucher- produkte und Elektronik

Kunststoff-Spritzgießen
Auswahl des Materials
| Type of Resin | Benefits | Anwendungen | Considerations |
|---|---|---|---|
| PC (Polycarbonate) | Strong, extremely impact resistant, low shrink, good dimensional stability and heat resistance, accepts high cosmetic finishes well. | Lenses, indoor and outdoor lighting, cell phone housings, electrical components, medical devices, bulletproof glass. | Possible sensitivities in thick sections of parts could cause voids, bubbles, and sink. Poor chemical resistance. An ABS/PC blend is a good alternative for opaque parts with these issues Acrylic is another option for parts with thick geometries. |
| PMMA or Acrylic (Polymethyl Methacrylate) | Good optical properties, high gloss, scratch resistant. Low shrink, Less sink in geometries with thin and thick sections. | Light pipes, lenses, light shades, optical fibers, signs. | Can be brittle. PC is a good alternative. Draft always required, sometimes twice as much as other materials. Poor chemical resistance. |
| ABS (Acrylonitrile butadiene styrene) | Tough, impact- and chemical-resistant, low shrink, high dimensional stability, inexpensive. | Cosmetic parts, handheld devices, housings, and moldings for electrical tools, remote controls, computers, telephone components | Show knit lines and can have sink and voids in thick areas. You might be able to reduce sink by switching to an ABS/PC-blend. |
| PC/ABS | Strength, heat and low-temperature resistance, improved processing, | Automotive, electronic, telecommunications | Improved thick molding and mechanical properties compared to just ABS or PC. Lower cost than PC. |
| PP (Polypropylene) | Inexpensive, higher impact resistance in some grades, PP homopolymer can be brittle in cold. Wear resistant, flexible with high elongation. Resistant to acids and bases. Density less than water (floats) | Integral hinges or living hinges, fans, snap-over lids (e.g., shampoo bottle tops), medical pipette tubing | Thick sections in part geometry can void or show sink marks. Shrink and warp possible. If the part has living hinges that require higher stiffness, K-Resin is a good alternative. |
| POM or Acetal (Polyoxymethylene) | Tough, stiff, hard, and strong. Good lubricity and resistance to hydrocarbons and organic solvents. Good elasticity, slippery. Low creep. Great fatigue properties. | Gears, pumps and pump impellers, conveyor links, soap dispensers, fan and blower blades, automotive switches, electrical switch components, buttons, and knobs. | Due to shrink, you need uniform wall thickness. Painting, coating, and achieving high-cosmetic finish difficult. |
| HDPE (High-density polyethylene) | Tough, impact- and chemical-resistant, high shrink, low dimensional stability, inexpensive, density less than water (floats) | Lawn furniture, totes, containers, toys, gas cans, etc. | High shrink, low surface energy. |
| PS (Polystyrene) | High optic clarity, good electric insulator. | Plastic utensils, containers, optics, toys. | brittle, poor UV resistance, very susceptible to hydrocarbon solvents. |
| PEEK (Polyether Ether Ketone) | High-temperature, high-performance, flame retardant; excellent strength and dimensional stability, good chemical resistance | Bearings, piston parts and pumps; cable insulation; compatible with ultra-high vacuum applications. | High-performance material, very expensive. Ultem (outlined below) is a slightly less-costly option, and PPSU is worth considering if price is a concern. |
| PEI or Ultem (Polyetherimide) | High-temperature, high-performance, flame retardant, excellent strength and dimensional stability, good chemical resistance. | Medical and chemical instrumentation; tableware and catering; HVAC and fluid handling; electrical and lighting. | Very expensive, though not as costly as PEEK. Look at PPSU as a possible alternative. |
| PPSU (Polyphenylsulfone) | High-temperature tolerance, dimensionally stable, high toughness. Resistance to radiation sterilization, as well as alkalis and weak acids | Medical instrument components, sterilization trays, automotive fuses, interior aircraft parts, hot water fittings, sockets, and connectors. | Thick sections could result in voids, bubbles or sink. Organic solvents and hydrocarbons can also attack PPSU. Colorant cannot be added to Protolabs-supplied PPSU resins |
| PA (Polyamide or commonly called nylon) | Wide variety. High strength and temperature tolerance when reinforced. Chemically resistant except to strong bases or acids | Thin-walled features, combs, spools, gears and bearings, screws, structural parts (with glass), pump parts, under-hood components, cameras. | Some nylons can be susceptible to warp due to non-linear shrink. Absorbs moisture, causing issues. |
| PPA (Semi-aromatic Polyamides) | less susceptible to moisture than aliphatic polyamides | automtive housings, modules, valves, sports equipment | susceptible to warp |
| PBT (Polybutylene Terephthalate) | Good electrical properties for power components and works well for automotive applications. Moderate to high strength depending on glass fill. Unfilled grades are tough and flexible. Good resistance to fuels, oils, fats, and many solvents. Doesn’t absorb flavors. Low creep. | Slide bearings, gears and cams; coffee makers and toasters; hair dryer nozzles; vacuum cleaners; handles and knobs for electrical cookers. | Glass-filled PBT resins are prone to warp, and have poor resistance to acids, bases, and hydrocarbons. Thin parts hard to fill with PBT. Nylons are good alternatives. |
| PET (Polyethylene Terephtalate) | similar to PBT, but stiffer and higher melting point | similar to PBT | similar to PBT |
| LCP | very easy flowing, good chemical resistance, high upper use temp, good electrical properties, low thermal expansion | connectors, plugs, PCBs, sports equipment | anisotropic properties and shrinkage, expensive |
| PPO | good electrical insulator, hot water / steam resistance | sensor housings, pumps, connectors | susceptible to stress cracking |
| PPS | very good chemical resistance, high upper use temp, great electrical properties | electric components, automotive intakes / pumps / valves / sensor encapsulation | desirable properties, such as chemical resistance rely heavily on proper crystallization during molding |